Czy wiesz jakie narzędzie wybrać do danego wymiaru? Czy może mierzysz tym, co akurat jest pod ręką? Może zawsze wybierasz suwmiarkę cyfrową, bo tak najłatwiej? Dobrze dobrane narzędzie pomiarowe do danej specyfikacji pozwoli uniknąć potencjalnych reklamacji wykonywanego produktu. Jeśli nie wiesz jakimi kryteriami należy się kierować, to prawdopodobnie robisz to źle.
Dobór przyrządów pomiarowych – żelazne zasady
Najpierw kilka żelaznych, ogólnych zasad. Potem prosty, ale bardzo ciekawy przykład jak źle dobrane narzędzie wprowadza ogromne ryzyko podjęcia złej decyzji orzeczenia o zgodności ze specyfikacją.
Co zrobić gdy dostaniemy element do pomiaru wraz z rysunkiem technicznym? Czym się kierować przy doborze narzędzia pomiarowego?
- Sprawdź dokładnie wymagania do danego wymiaru. Specyfikacje powinny być jasno określone, zwróć uwagę na tolerancje. Spójrz na element do pomiaru, określ czy jego pomiar jest fizycznie możliwy, czy występują jakieś utrudnienia. Oczywiście inaczej sprawa wygląda dla pomiaru średnicy wałka Ø30±0,02 mm, a inaczej gdy dostaniesz specyfikację np. z pomiarem odchyłki okrągłości RONt=10µm. W pierwszym przypadku wystarczy ręczne narzędzie pomiarowe,
w drugim będzie konieczne dokonanie pomiaru np. za pomocą współrzędnościowej maszyny pomiarowej. - Określ zakres pomiarowy przyrządu. Unikaj wykonywania pomiaru przyrządem, gdy dany wymiar występuje w krańcach zakresu. Najlepiej gdy mierzony wymiar będzie znajdował się
w połowie zakresu, oczywiście nie zawsze jest to możliwe. Sprawdź jeszcze czy potrzebne będzie Ci dodatkowe wyposażenie, np. uchwyt lub rodzaj mocowania. - Uwaga: wynik Twojego pomiaru nie jest wymiarem rzeczywistym!
Co nie znaczy, że zmierzyłeś źle…zakładam, że zrobiłeś wszystko poprawnie
Wynikiem pomiaru jest wymiar tzw. zaobserwowany, obarczony niepewnością pomiarową.
Niepewność Pomiarowa
Niepewność pomiaru jest symetrycznym przedziałem wokół wyniku pomiaru, w którym zawiera się wartość rzeczywista z określonym prawdopodobieństwem. Źródła niepewności są różne i zależne od danej procedury pomiarowej, mogą wynikać z: przyrządu, obiektu, warunków środowiskowych, człowieka, który wykonuje pomiar i strategii pomiarowej. Zachęcam Was do zagłębienia tematu.
Jeśli, nie będziesz badać źródeł niepewności to przynajmniej sprawdź koniecznie w dokumentacji błąd graniczny dopuszczalny MPE (Maximum Permissible Error) przyrządu. Nie mylić z rozdzielczością, czyli z podziałką. Zwykle informację o MPE podaje producent, czasem w instrukcji obsługi MPE nazwane jest jako „dokładność”. W prostych słowach MPE to wartość o jaką dany przyrząd może się mylić, to symetryczny przedział w jakim znajduje się wynik pomiaru tym narzędziem.
Dobór przyrządów pomiarowych – błąd MPE
By osiągnąć rzetelne i wiarygodne wyniki pomiarów stosuje się zasadę metrologiczną, która mówi, by błąd MPE był mniejszy niż 10 % zakresu tolerancji T. Jednak, gdy nie jest to możliwe do osiągnięcia to można zwiększyć zakres np. do 30%T.
Np. Ø30±0,02 mm, T=0,04 mm, w przypadku zasady MPE< 20%T wybieramy przyrząd z MPE<0,008 mm.
Uwaga 2: Sytuacja się komplikuje gdy pracownicy nie mają dostępu do dokumentacji technicznej
i instrukcji obsługi przyrządów. Często wtedy spotykanym w przedsiębiorstwach ułatwieniem jest dobór narzędzia pomiarowego do wymiaru ze względu na rozdzielczość przyrządu. W skrócie jeśli T tolerancja wymiaru jest w „setkach” np. ±0,01 to wybieramy przyrząd, który będzie wskazywał z rozdzielczością
w mikrometrach. Jest to uproszczenie zasady MPE<10%T.
Np. Ø30±0,02 mm, T=0,04 mm, wybieramy mikrometr cyfrowy z rozdzielczością 0,001 mm.
Wracamy do naszych zasad:
- Należy określić warunki środowiskowe, w których będzie pracował przyrząd. Czy konieczna jest np. wodoszczelność lub praca w wysokiej temperaturze.
- Jeśli określiłeś już powyższe wymagania to sprawdź czy w zasobach masz taki przyrząd. Jeśli trzeba będzie zakupić, poszukaj odpowiedniego dostawcy.
- Określamy kto będzie wykonywał pomiar. Czy wykonujący pomiar posiada odpowiednią wiedzę i umiejętności.
- Ważny jest również sposób zebrania danych pomiarowych. Czy wystarczy odczyt z przyrządu
i zapis wykonanego pomiaru, czy np. konieczne jest przesłanie odpowiednich danych.
Teraz nie pozostaje nic innego jak tylko zmierzyć, poprawnie zmierzyć.
Dobór przyrządów pomiarowych – przykład
Obiecany prosty przykład jak poprawnie dobrać przyrząd do pomiaru wydawałoby się banalnego elementu. Wałek Ø30±0,02 mm. Pole tolerancji T=0,04 mm.
Dysponujemy narzędziami:
| Przyrząd pomiarowy | Zakres | Rozdzielczość | MPE |
| Suwmiarka cyfrowa | 0-150 mm | 0,01 mm | ± 0,02 mm |
| Mikrometr cyfrowy | 25-50 mm | 0,001 mm | ± 0,003 mm |
| Suwmiarka analogowa | 0-150 mm | 0,02 mm | ± 0,03 mm |
Większości z nas pierwszą myślą byłaby zapewne suwmiarka cyfrowa. Pomiar za pomocą tego przyrządu jest prosty. Spójrz jednak, co się dzieje z wynikiem pomiaru taką suwmiarką, w jakim przedziale rzeczywiście się ten wynik znajduje. Potencjalnie wszystkie wyniki pomiarów wałka uzyskane tymi trzema narzędziami (białe punkty) mieszczą się w zakresie pola tolerancji (zaznaczona zielonym prostokątem). Gdy weźmiemy pod uwagę błędy dopuszczalne tych przyrządów, okazuje się, że ryzyko podjęcia błędnej decyzji jest bardzo duże.
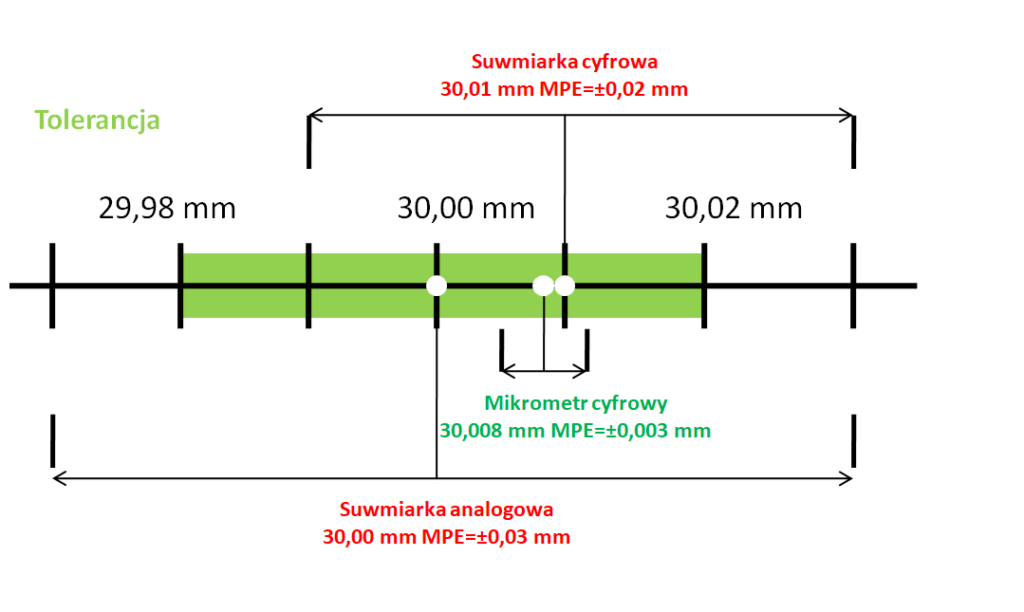
Otrzymany wynik pomiaru suwmiarką cyfrową wynosi 30,01 mm, lecz jest to jedynie wymiar zaobserwowany i może mieścić się w przedziale błędu MPE, co za tym idzie może wypaść z tolerancji. Jeśli stwierdzimy zgodność ze specyfikacją to bierzemy na siebie ogromne ryzyko. Fatalnie wygląda sytuacja w przypadku suwmiarki analogowej, mimo iż wynikiem naszego pomiaru jest nominał 30,00 mm. Zobacz jak duży błąd dopuszczalny posiada taka suwmiarka, zakres błędu przekracza pole tolerancji. W tym przypadku pomiar wspomnianymi suwmiarkami jest niedopuszczalny.
Weźmy pod lupę mikrometr. Wynikiem również wpisujemy się w pole tolerancji, a błąd dopuszczalny jest tak niewielki, że nie ponosimy żadnego ryzyka związanego z podjęciem błędnej decyzji o zgodności ze specyfikacją. Strzał w 10.
Podsumowanie
Zmierzyć element – wydaje się proste do wykonania, jednak sztuką jest zrobić to dobrze, rzetelnie, wiarygodnie, a co najważniejsze odpowiednio dobranym narzędziem.